A US Cotton Trust Protocol certified supplier. Learn more
They say that ‘the difference is in the details’ and that certainly holds true for Hakatex.
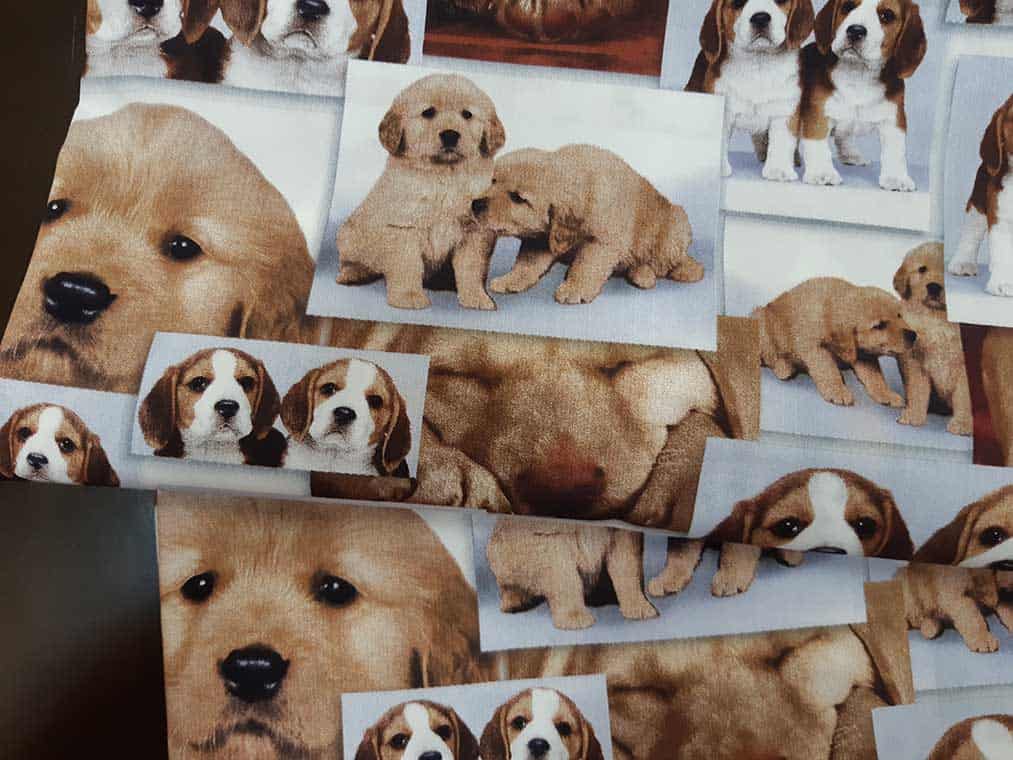
While many mills can produce good quality printed fabric, few can handle very complex prints without relying on costlier, more time consuming digital printing.
So when the world’s leading apparel brands need high quality, very unique prints, they turn to Indonesia-based Hakatex.
Not only can Hakatex achieve prints that other mills can’t manage, they are able to get it right the first time, reducing waste and saving time.
“Just today we received a design from Tommy Hilfiger. They asked ‘are you sure you can do this?’. When we said ‘yes’, they asked again, just to be sure. They thought that we would be doing it as a digital print, but we said that we could do it the conventional way,” said Mr. Haminoto, President Director of PT Hakatex.
Mr. Haminoto, the President Director of PT Hakatex
One of the reasons why Hakatex is able to achieve their ‘right the first’ success is by using high quality fabrics.
“Customers like Brooks Brothers and Chico’s request U.S. Supima cotton. I have been working with these and other brands for over 10 years and because I use U.S. cotton I have not had a single claim or other problems.
“Because we use good quality cotton, our fabric is higher quality and this reduces claims. That saves a lot of money – and is more sustainable,” he said.
I have worked with brands such as Brooks Brothers and Chico's and because I use U.S. cotton I have not had a single claim or other problems.
The Shift to Indonesia
Hakatex goes from weaving through to dyeing and printing, producing 1.5 million yards of fabric per month. Their customers include prestigious brands such as Ralph Lauren, Tommy Hilfiger, Brooks Brothers, J. Jill, Ann Taylor, Chico’s, as well as one of Japan’s biggest fast fashion brands.
Indonesia is gaining popularity as brands look to diversify their sourcing. A big advantage is that the country has garment manufacturing supported by a growing supply of high quality domestic fabric.
It’s not only garment manufacturing that is part of the move to diversify supply chains. Currently, most of Southeast Asian production relies on fabric from China. Finding alternate sources of fabric, preferably in close proximity to where the garments are going to be made, is also a priority for most brands.
Interestingly, China is one of Hakatex’s biggest export markets.
“At one time China was our biggest export market. It is still a big importer, but mainly for the more complex prints. We’re also exporting fabric to garment manufacturers in China, Vietnam, and The Philippines. The end products still go to the U.S.,” he said.
If you can design it, Hakatex can print it!
Today’s It’s All About Traceability
Brands are increasingly looking to ensure that their supply chains are not only stable, but also traceable. The pressure has become more intense in recent years with public scrutiny being amplified and intensified over social media.
“The main concern of our buyers lately is that the product that they buy from us must be sustainable, and also traceable. I believe that the new US Cotton Trust Protocol (USCTP) provides this. This is important because we can guarantee to our customers that cotton in our fabrics is traceable. We now have a certificate, not just our word saying that cotton is sustainable,” said Mr. Haminoto.
“This is one more advantage that Cotton Council International (CCI) provides, in addition to excellent technical support and valuable trend information,” he added.
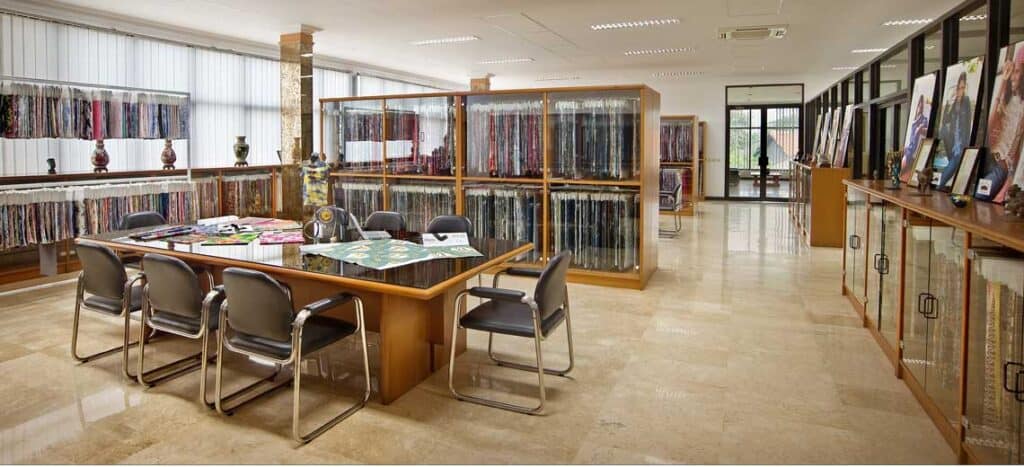
Hakatex's showroom offers an extensive print library
Creating Greater Comfort
Regardless of what styles they prefer, one thing all consumers want is more comfortable apparel.
A big part of achieving greater comfort is in the product’s hand feel.
“We are continually working to give our fabrics a softer and smoother hand feel. We do new developments all the time, such as experimenting with textures and dobbies. We work hand in hand with our customers to understand what they are looking for and then find a way to produce that for them – even if it is something very complicated,” said Mr. Haminoto.
Today, comfort goes beyond hand feel. It requires products that provide comfort to both body and mind. Knowing that their products check all of the boxes on quality, sustainability and traceability gives both brands and consumers that all-important comfort that comes from having peace of mind.
Family growers who are committed to working their fields sustainably and leaving them better for future generations.
A long history of innovative harvesting and ginning technologies resulting in higher-quality cotton.
One of the highest rates of adoption in the world for Precision Agriculture, which minimizes water and pesticide usage.
U.S. farmers operate under voluminous, stringent, and enforceable regulations.
A commitment to transparent partnership that is unmatched anywhere.
One of the most comprehensive systems for monitoring and measuring all the key metrics involved in sustainability.
U.S. Cotton Facts
2/3 of U.S. cotton land uses only rain water
U.S. cotton water use efficiency has improved by 82% over the past 35 years
Cotton is carbon footprint neutral, meaning the plants remove more greenhouse gasses than production produces.
Sustainability Goals
The U.S. cotton industry is building upon the strong environmental gains already achieved over the past 35 years. The aim is to help members meet their current needs while making the world a better place for future generations.
Specific goals include:
Reducing by 13 percent the amount of land needed to produce a pound of cotton fiber
Reducing soil loss by 50 percent, in balance with new soil formation
Increasing water use efficiency (more fiber per gallon) by 18 percent
Reducing greenhouse gas emissions by 39 percent
Increasing soil carbon in fields by 30 percent
Reducing energy to produce seed cotton and ginned lint by 15 percent
The Trust Protocol is aligned with existing sustainability programs including the U.N. Sustainable Development Goals. It brings quantifiable and verifiable goals and measurement to sustainable cotton production, and drives continuous improvement in six key sustainability metrics – land use, soil carbon, water management, soil loss, greenhouse gas emissions, and energy efficiency. The Trust Protocol is designed from the ground up to address the unique regulatory and larger farm growing environment in the United States.
How the Trust Protocol Works
Through a combination of a unique credit accounting system and the Permanent Bale Identification (PBI) system, the Trust Protocol helps ensure the commitments behind our cotton. Each of the Trust Protocol credits are backed by real sustainability data and third-party verified.
Measures and Verifies Sustainability Commitments
The Trust Protocol enables brands and retailers to better track the cotton entering their supply chain and to further quantify and report on their individual sustainability goals and objectives.
Continuous Improvement in the Fields
The 16,000 cotton farms in the United States have been committed to continuous improvement for decades. Over the past 35 years, U.S. cotton production has used 79% less water per bale and 54% less energy. We have reduced greenhouse gas emissions by 40%, and land use per bale by 49%. We need to continue to innovate and introduce new practices that will serve to further position U.S. cotton as one of the most sustainable cotton growing nations in the world.